|
|
|




















|
|


Ben sohbet şimdi
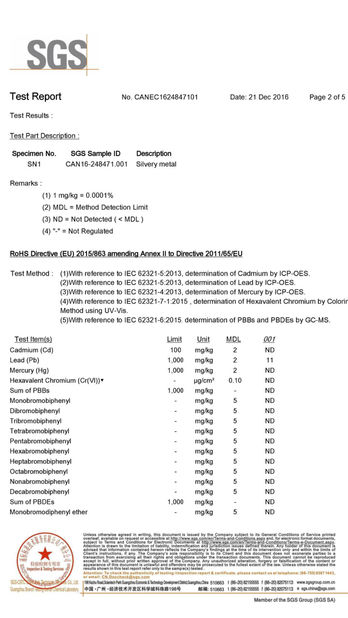
Sertifika
3000mm ASTMB166 Genleşme FeNi52 Cam Sızdırmazlık Alaşımı
|
|
Ürün ayrıntıları:
Ödeme & teslimat koşulları:
|







Detaylı ürün tanımı
| Standart: | ASTMB166 | Yüzey: | Parlak & Blok |
|---|---|---|---|
| OD: | 0,2 ~ 80 mm | Duvar: | 0,01 ~ 10 mm |
| uzunluk: | 0,2 ~ 6000 mm | zanaat: | Soğuk Çekme |
| şekil: | Tüp | Yaygın isim: | FeNi52 |
| Uygulama: | Cam sızdırmazlık | Ni%: | 51,5 ~ 52,5 |
| Vurgulamak: | FeNi52 Cam Sızdırmazlık Alaşımı,ASTMB166 Cam Sızdırmazlık Alaşımı,3000mm Yüksek Sıcaklık Alaşımları |
||
Soğuk Çekme 32mmx1mmx3000mm Alaşım 52 / NILO 52 tüpler (sızdırmazlık camı alaşımı)
Ürün Açıklaması
Demir-nikel sabit genleşmeli alaşım, nikel içeriğini ayarlayarak belirli bir sıcaklık aralığında farklı genleşme katsayılarına sahip yumuşak cam ve seramiklerle eşleştirilebilen bir dizi sabit genleşmeli alaşımdır.Nikel içeriğinin artmasıyla genleşme katsayısı ve Curie noktası artar.Bu kombinasyon altın, elektrikli vakum endüstrisinde yaygın olarak kullanılan bir sızdırmazlık yapısı malzemesidir.
Kimyasal bileşim
| Derece | C% | P% | S% | Mn% | Si% | Cu% | Cr% | Mo% | Ni% | Co% | Fe% |
| Alaşım52 | Maksimum 0.05 | Maksimum 0,020 | Maksimum 0,020 | Maksimum 0.80 | Maksimum 0.30 | / | / | / | 51,5 ~ 52,5 | / | Bal. |
Teknik Özellikler
| Derece | Yaygın isim | Yaygın isim |
| Alaşım | Vacodil520 | NILO 52 |
Fiziki ozellikleri
| Derece | Yoğunluk | Dirençlilik |
| Kovar | 8,25 g / cm3 | 0.43 |
![]()
Alaşımın tane boyutu 52
Alaşımlı derin çekme kayışının tane boyutu seviye 7'den az olmamalı ve seviye 7'den küçük tane boyutu alanın% 10'unu geçmemelidir.Kalınlığı 0.13 mm'den az olan şeridin ortalama tane boyutu tahmin edildiğinde, şeridin kalınlığı boyunca tane sayısı 8'den az olmamalıdır.
Alloy52'nin kaynak performansı
Birleşik altın iyi kaynak performansına sahiptir ve lehimlenebilir ve punta kaynağı yapılabilir.Altın ve yumuşak cam kombinasyonu, mühürlemeden önce önceden oksitlenmelidir.
Genleşme Katsayısı
| Alaşım | Doğrusal Genleşme Katsayısı a, 10-6 / ° C | |||||||
| 20-200 ° C | 20-300 ° C | 20-350 ° C | 20-450 ° C | 20-500 ° C | 20-600 ° C | 20-700 ° C | 20-800 ° C | |
| Kovar | 10.4 | 10.2 | 10.3 | 10.3 | 10.3 | 10.8 | / | / |
Alaşım İçin Isıl İşlem52
(1) Gerilim giderme tavlaması Parçaların talaşlı imalat sonrası artık gerilmelerini ortadan kaldırmak için gerilim giderme tavlaması gereklidir: 430 ~ 540 ℃, ısı koruma 1 ~ 2 saat, fırın soğutma veya hava soğutma.[1]
(2) Ara tavlama Devam eden işlemeyi kolaylaştırmak için soğuk haddeleme, soğuk çekme ve soğuk presleme işlemlerinde alaşımın neden olduğu iş sertleştirme olgusunu ortadan kaldırmak için.İş parçasının bir vakum veya koruyucu atmosferde 30 ~ 60 dakika boyunca 700 ~ 800 ° C'ye ısıtılması, ardından fırın soğutulması, hava ile soğutulması veya suyla söndürülmesi gerekir.
(3) Ön oksidasyon işlemi Birleşik altın bir sızdırmazlık malzemesi olarak kullanıldığında, sızdırmaz hale getirilmeden önce önceden oksitlenmelidir.Alaşımın yüzeyinde homojen ve yoğun bir oksit filmi oluşur.Parçalar, 1100 ° C'de 30 dakika süreyle doymuş ıslak hidrojende ısıtılır ve daha sonra havada yaklaşık 800 ° C'de 5-10 dakika oksitlenir.Parçaların ağırlık artışı 0.1 ~ 0.3mg / cm2 olmalıdır
şirket Profili
![]()
Müşteri Fotoğrafları
![]()
Sergileme
![]()
Üretim süreci
![]()
Eşitliği Test Etme
![]()
![]()
gönderi
![]()
Bize Ulaşın
![]()
İletişim bilgileri
Ohmalloy Material Co.,Ltd
İlgili kişi: Mr. Qiu
Tel: +8613795230939
Sorgunuzu doğrudan bize gönderin
Daha Yüksek Sıcaklık Alaşımları
-
Inconel625 NiCr22Mo9Nb Çubuk Yüksek Sıcaklık Korozyon Direnci Alaşımlı Çubuk
-
Inconel 625 / UNS N06625 Hassas Alaşımlı Tel | Korozyon ve Isıya Dayanıklı Nikel Alaşımı
-
GH3030 Nikel Alaşımlı Plaka ve Sac Stoğu, Yüksek Sıcaklık Korozyon Direnci ve Havacılık Aksesuarları İçin İyi Plastisite
-
Aerospace Grade Inconel X-750 Wire (UNS N07750 ) Creep-Resistant Nickel Alloy for High-Temperature Springs
-
X 750 Inconel 600 Nikel Alaşımlı Tel 601 Fiyat Çubuğu Inconel 600
-
Ag50Cu50 Alaşımlı Şerit Yüksek İletkenlik Oksidasyon Direnci